Punching Press & Blanking Press
Precision Punching Performance for High-Volume Blanking Operations
Punching and blanking are the foundation of metal stamping. Whether you are producing complex automotive "blanks" or simple perforated plates, the objective remains the same: clean edges, flat parts, and maximum tool life. At MetalPress Machinery, we provide the rigid infrastructure required to handle the intense impact of shearing. From versatile C-Frame units for manual feeding to massive Straight-Sided presses for automated coil lines, our equipment is engineered to eliminate frame deflection and ensure your dies hit perfectly every time.
For an overview of related forming processes and industry-specific solutions, explore our Press Applications resource hub.
EIGHT METAL PUNCHING PRESSES
Every MetalPress Machinery coin minting press is engineered for rigidity, repeatability, and longevity. High-Precision Metal Punching Press & Sheet Blanking Press Solutions:









MINTING PRESS
TECHNICAL ADVANTAGE
FOR COINING MANUFACTURERS
Every MetalPress blanking press machine is built to a standard that prioritizes safety and machine longevity:
Hydraulic Overload Protection: Standard on all models to instantly release pressure during a jam, preventing catastrophic frame or die damage.
Advanced Control Systems: Integrated User-Friendly PLCs allow for easy "recipe" storage, ensuring faster setup times for recurring jobs.
Enhanced Drive Systems: Our presses utilize advanced lubrication and high-efficiency motors to reduce noise and energy consumption during continuous operation.
Safety Compliance: Fully compatible with modern light curtains and dual-hand safety controls to ensure a secure working environment.
Looking for a punching press for sale? Contact us 24/7.
RIGHT PRESS.
RIGHT STAGE.
BUILT FOR SAFE METAL BLANKING OPERATION
Every MetalPress mechanical machine is engineered to a standard that prioritizes operator safety and machine longevity.
Hydraulic Overload Protection
Standard on all models. Instantly releases pressure during a jam to prevent catastrophic frame or die damage.
User-Friendly PLC Control
Integrated recipe storage means faster setup times on recurring jobs. Less downtime between changeovers.
Enhanced Drive Systems
Advanced lubrication and high-efficiency motors reduce noise and energy consumption during continuous operation.
Safety Compliance
Fully compatible with modern light curtains and dual-hand safety controls for a secure working environment.
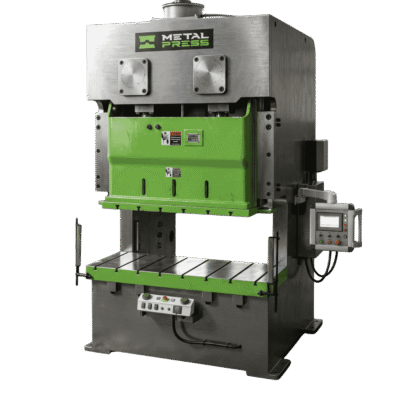
Choosing the Right Press Configuration & Press Frame
The Versatility of the C-Frame Punch Press
For many manufacturers, the C-Frame (or Gap Frame) press is the backbone of the shop floor due to its three-sided access and compact footprint. We offer four distinct configurations to match your specific production requirements:
C-Frame Single Crank Press
The industry workhorse for high-speed punching and blanking. It features a rigid frame and a reliable mechanical clutch, making it the most cost-effective solution for consistent, high-volume runs.
C-Frame Single Crank Servo Press
Combining the speed of a mechanical press with the precision of a servo drive. This allows you to program the stroke profile—decelerating just before the material shears—which significantly reduces noise and increases die life.
C-Frame Double Crank Press
Designed for wider dies and off-center loading. The two-point suspension system provides superior resistance to tipping moments, ensuring the punch enters the die perfectly square even on large workpieces.
C-Frame Double Crank Servo Press
The ultimate in C-frame flexibility. It handles wide, complex blanking dies with the added ability to dwell at the bottom of the stroke or adjust speed for sensitive materials, all while maintaining maximum energy at low speeds.
Optimizing Through Straight Press Frame
When selecting a press for high-speed punching or blanking, the "Breakthrough Shock" (or snap-through) is the most critical engineering variable. At the precise moment the material fractures, the energy stored in the compressed press frame is released instantly. This violent energy transfer can cause "frame yawn" in lesser machines, leading to misaligned dies and premature tool failure.
To manage these forces, we recommend our Straight-Sided (Box Frame) Series. Unlike C-frames, the closed-tie-rod construction of a straight-sided press contains the force within four rigid columns, virtually eliminating deflection.
Depending on your part geometry and production speed, we offer four distinct straight-sided configurations:
1. Single Point Straight-Sided Press (Mechanical)
The industry standard for heavy-duty blanking of smaller, concentrated parts. The single-point suspension focuses all tonnage directly over the center of the slide, providing maximum force for high-thickness shearing.
2. Double Point Straight-Sided Press (Mechanical)
Engineered for wide-format blanking dies and off-center loading. By using two connection points on the crankshaft, this press prevents the slide from tipping when shearing occurs across a large surface area, ensuring a perfectly square cut every time.
3. Single Point Straight-Sided Servo Press
The ultimate solution for precision punching in sensitive materials. The Servo-Mechanical drive allows you to program a "Soft Impact" profile—slowing the ram just before contact—to significantly reduce breakthrough noise and vibration while maintaining high-speed cycles.
4. Double Point Straight-Sided Servo Press
Our most advanced blanking platform. It combines the massive bed area of a double-point suspension with the total velocity control of a servo drive. This is the recommended choice for complex, multi-stage progressive dies where varying shear heights require precise energy management.
Key Technical Features
Frame Rigidity: Our box-frame design is engineered to withstand the reverse-tonnage loads associated with heavy blanking, preventing the "frame yawn" found in open-back designs.
Vibration Damping: Integrated hydraulic or mechanical damping systems absorb the breakthrough impact, protecting your foundation and the press internal components.
Coil Integration & Die Handling: To achieve maximum ROI, all Straight-Sided models are pre-configured for seamless integration with high-speed feeders and uncoilers for fully automated, 24/7 production.
Material Compatibility for Punching & Blanking
Selecting the right press depends heavily on the “shearability” and thickness of your raw material. Different metals respond uniquely to the impact of a punch, affecting everything from the quality of the edge to the lifespan of your tooling.
Aluminum Alloys
Characteristics: Lightweight and soft, but can be “gummy.”
Punching Note: Requires high-speed shearing to prevent the material from “dragging” along the punch, which causes heavy burrs.
Recommended Press: C-Frame Single Crank Servo Press for high-speed precision.
Mild & Carbon Steels
Characteristics: The industry standard for blanking. High predictability and excellent structural integrity.
Punching Note: Produces significant breakthrough shock. As the metal fractures, the energy release can vibrate the press frame.
Recommended Press: Straight-Sided Mechanical Press to handle the heavy impact.
Stainless Steel
Characteristics: High tensile strength and rapid work-hardening.
Punching Note: Requires significantly more tonnage (often 50% more than mild steel). Tooling must be made of high-grade vanadium or powdered metal to resist wear.
Recommended Press: C-Frame Double Crank Servo Press for maximum rigidity and programmable stroke speed.
| SHEARING CHARACTERISTICS & TOOLING GAP GUIDE | |||
| Material Type | Typical Shear Strength (PSI) | Shearing Characteristics | Recommended Tooling Gap |
| Aluminum (1100-O) | 9,000 – 11,000 | Soft; prone to smearing | 5% of thickness |
| Aluminum (6061-T6) | 24,000 – 26,000 | Clean fracture; brittle flash | 8% of thickness |
| Copper (Half-Hard) | 25,000 – 28,000 | High conductivity; high ductility | 6% of thickness |
| Mild Steel (A36) | 42,000 – 48,000 | Predictable; standard wear | 10% of thickness |
| Stainless Steel (304) | 70,000 – 75,000 | High impact; fast tool wear | 12% of thickness |
| High-Carbon Steel | 80,000 – 95,000 | Extreme breakthrough shock | 15% of thickness |
Download the Engineering Guide to Industrial Punching & Blanking Press
Punching & Blanking Calculator
0 US Tons
≈ 0 Metric Tons (Tonnes)⚠️ Capacity Exceeded
This requirement exceeds standard press limits for the selected frame type. Please contact engineering for a custom quote.
Contact Us for Consultation →READY TO SPEC YOUR
PUNCHING PRESS?
Talk to an engineer who knows the difference between a brochure and a plant floor. Quotes in 24 hours.
Related Technical Guides
Review these technical guides for additional engineering context on Punching & Blanking, equipment selection, safety, and production planning.