
Blog
Deep Drawing: How It Works And What It Needs

Introduction
- What deep drawing is and how it works from a mechanical/metal-flow viewpoint
- Key process variables and common defects
- What press equipment is required (and what machine features to specify) for effective deep drawing applications
- Practical guidance — selection criteria for presses and tooling, including what you should look for in a partner like MetalPress Machinery.
👉 At MetalPress, our engineering team is here to help you choose the right press solution for your operation. Explore our products and get in touch with our specialists for personalized support.
What is Deep Drawing and How It Works
Definition & core mechanics

Basic sequence of deformation
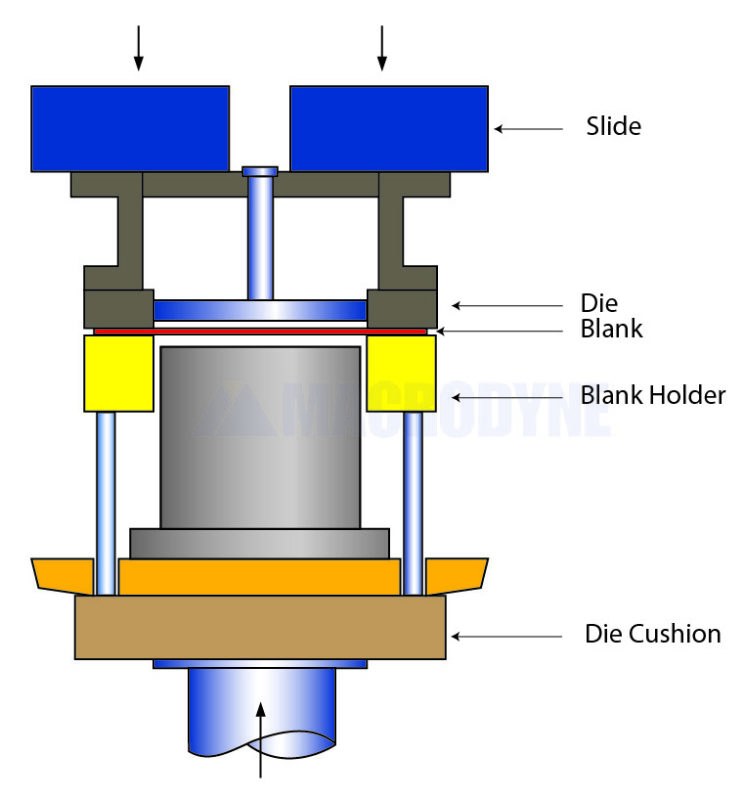
From a mechanics standpoint the sequence is:
- The blank sits over the die, secured by the blank-holder.
- The punch begins to penetrate, bending the flange into the die.
- Material flows from the flange into the die cavity, forming the wall of the cup. The blank-holder controls flange flow to avoid buckling or wrinkling.
- Ideally the wall thickness remains nearly constant (i.e., the process draws rather than stretches). Some thinning is inevitable, but a well-controlled draw minimises it.
Why this process is used
Deep drawing is used because it enables:
- Seamless one-piece parts (no welds, fewer joints).
- High production rates for hollow or box-type sheet components.
- Relatively good material utilization (since blanks are formed rather than machined away).
- Predictable geometry and repeatability for high-volume production.
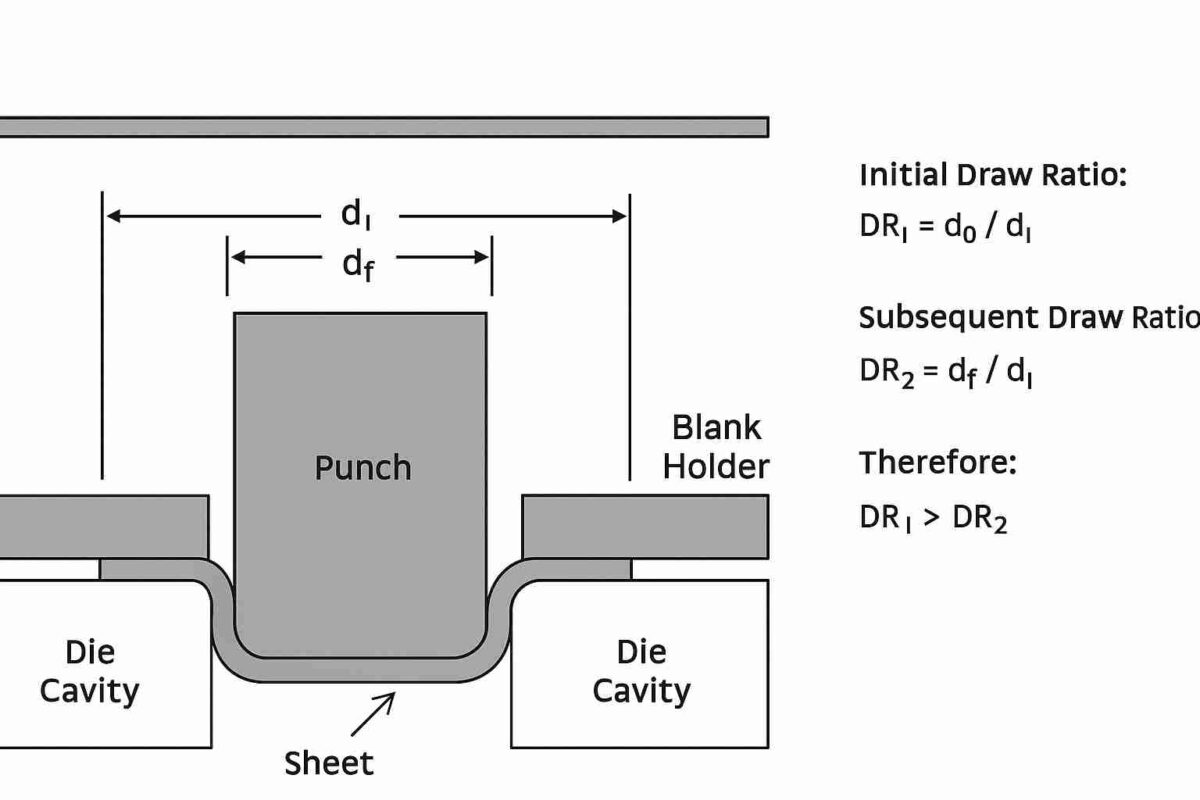
Draw ratio and formability limits
Typical materials and conditions
Key Process Variables and Common Defects
Key process variables
Here are the variables you must consider when planning a deep draw operation:
- Blank size and geometry: The blank diameter (or shape) relative to final part geometry. Blank volume must match final net part plus minimal thinning allowance.
- Material properties: Yield strength, tensile strength, work-hardening, anisotropy (directional properties) all affect drawability.
- Draw reduction: How much diameter and depth reduction in this step. Too much, and the wall will thin or crack.
- Blank holder force: Controls the flow of blank into the die. Too little → wrinkles; too much → tearing or flange restriction.
- Clearance (die-punch gap): Critical to allow proper metal flow while avoiding wrinkling or tearing. Typically ~10–15% of sheet thickness in drawing operations.
- Corner radii (punch radius, die radius): Sharp radii increase risk of tearing; larger radii promote metal flow but may affect final geometry.
- Lubrication/friction: Friction impedes flow and increases required force, so good lubrication is essential.
- Press speed, stroke, tonnage: Larger blanks or deeper operations require higher force; speed matters for cycle time and thermal effects.
Common defects and how to mitigate them
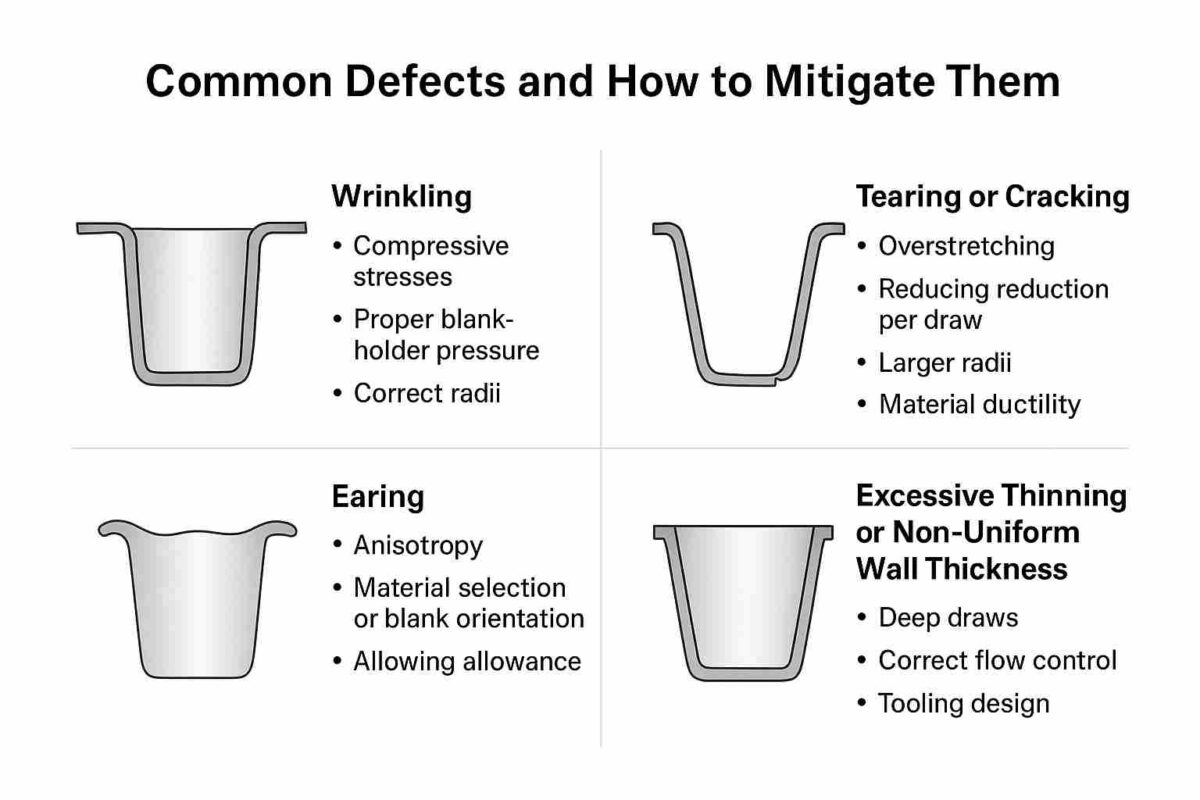
Some common issues encountered in deep drawing include:
- Wrinkling: Usually in the flange region, caused by compressive hoop stresses when metal flows inward and buckles. Mitigation: proper blank-holder pressure, control of flow, correct radii.
- Tearing or cracking: Typically near the punch radius or wall if the material is overstretched or radii are too small. Mitigation: reduce reduction per draw, increase radii, ensure material ductility.
- Earing (wavy rim edges): Caused by anisotropy in the sheet (directional variation in properties). Mitigation: material selection or blank orientation, allow trimming allowance.
- Excessive wall-thinning / non-uniform wall thickness: Especially for deep draws or one-step large reductions. Mitigation: multi-stage drawing, correct flow control, tooling design.
- Spring-back / dimensional error: Material elasticity, residual stresses cause shape deviations. Proper tooling design and hold-down strategies help.
Process progression (single vs multi-stage)
Higher depth/diameter ratios often require multiple draw stages (first draw, redrawing, ironing, etc.). Each stage reduces diameter or increases depth gradually to avoid excessive thinning or failure.
What Press Equipment Do You Need for Deep Drawing?
Press types suitable for deep drawing
- Mechanical presses: Fixed stroke cycle presses (flywheel, crank) often used for progressive die operations and high-volume drawing operations.
- Hydraulic presses: Provide more flexibility in stroke length, press tonnage, dwell time. Good for deep draw operations requiring controlled draw speeds or multi-stage forming.
- Servo-mechanical presses or servo-hydraulic presses: Offer high precision control of stroke, speed, force, and dwell; advantageous for complex draws, higher quality requirements, and integration with automation. For instance, MetalPress Machinery highlights servo hydraulic presses “offering ultra fast speed and precision … available in different sizes from 100 ton up to 2,200 ton.” Our stright sided servo press is a highly efficient machine with capacities up to 2200 tons.
Key features and specifications to match your deep drawing application
When selecting your press, match the machine to your process. Some critical parameters:
- Tonnage / force capacity: Calculate the maximum draw force required based on blank size, material, reduction ratio, friction, and tool geometry. Then include a safety margin.
- Stroke length / daylight: The press must allow sufficient stroke to complete the draw (including any cushion or extra motion) and have sufficient daylight (opening between platen top and bottom) for tooling, part ejection and automation.
- Speed / dwell control: Some deep draws benefit from controlled speed during forming (to control material flow) and perhaps dwell or cushion at bottom of stroke. Servo or hydraulic presses excel here.
- Blank-holder / cushion systems: Many deep draw operations require secondary motion (blank-holder or pad) or cushion control to fine-tune holding force. Presses with multiple actions (double-action presses) support this.
- Die change and tooling flexibility: If you have multiple part runs, quick die change, large bed size, and modular tooling support can greatly reduce downtime. MetalPress emphasises “custom bed sizes, additional stroke, additional daylight, additional side cores” as options for their servo-hydraulic units.
- Frame rigidity and platen deflection control: Deep drawing may impose uneven forces; rigid frame and accurate platen parallelism are vital for good part quality.
- Automation / part handling / feed systems: For high volume deep drawing, integration with feeding (coil feeding or blanking), transfer systems, die spotting, robotic ejection drives productivity and consistency.
- Monitoring and Industry 4.0 readiness: Modern presses support sensors, force/position feedback, remote diagnostics (MetalPress mentions remote support).
Press equipment configuration example (for deep drawing)
Let’s imagine an application: you’re forming a cylindrical cup of diameter 150 mm, height 250 mm, from 1.5 mm thick cold-rolled steel. Material data indicate moderate formability; reduction and blank size compute to a tonnage of ~600 tons (illustrative). You’d then plan for:
- A servo-hydraulic press of at least 700 tons capacity.
- Bed size sufficient for tooling plus clearances (say 1200 × 1300 mm).
- Stroke: ~600 mm plus clearance (say 800 mm total).
- Blank-holder cushion capable of ~250 tons force adjustable.
- Die change system and quick setup if multiple parts.
- Feedback control for press force, stroke, and blank-holder pad.
- Guarding, safety PLC, HMI, possibly remote support.
- Integration with coil feed or blanking station upstream, and robotic ejection or part transfer downstream.
By contrast, if your part is simpler and lower volume (less depth, smaller diameter), a mechanical press might suffice (progressive die style). But for more complex, deep, precise geometries — a servo-hydraulic or mechanical servo press becomes the better choice.
Why partnering with a manufacturer like MetalPress Machinery Matters?
In selecting your press equipment, a partner who understands deep draw forming is critical. Here’s what to look for (and what MetalPress emphasises):
- Customization: Press frame, bed size, tonnage, stroke all tailored to the application (MetalPress states “we can build the press for you exactly the way you need it”).
- Quality and rigour: High-quality components, rigid frames, designed for heavy forming use. MetalPress says: “Our designs are sturdy with oversized frames, platens and tie bars”.
- Service & support: Tooling changes, maintenance contracts, remote diagnostics — important for high throughput drawing lines.
- Range of technologies: Access to mechanical, hydraulic, servo presses — helps optimize cost versus performance.
Industry experience: Knowledge of metal-forming, deep draw, automotive/appliance sectors, helps in process consulting, press specification, automation
👉 At MetalPress, our engineering team is here to help you choose the right press solution for your operation. Explore our products and get in touch with our specialists for personalized support.
Practical Guidance: Selecting the Right Press & Tooling for Your Deep Drawing Line
Step-by-step spec process
Characterize the part: geometry, size, depth, wall thickness, material, batch volume, tolerances.
Calculate forming load: Use formulas or estimations for draw force, blank‐holder force, etc. For example:
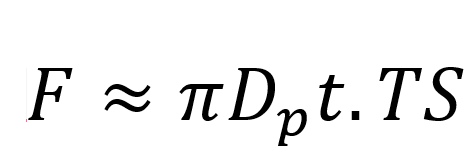
where Dp = punch diameter, t = sheet thickness, TS = tensile strength (simplified) Concordia ENCS Users
Identify press capacity: Choose tonnage, stroke, opening (daylight), platen size, bed size accordingly. Add margin (30–50 %) for safety and future flexibility.
Select press type: If you have one-step simple draws, high volume, cost-sensitive — mechanical might suffice. For deeper draws, precision, variable cycle times, multiple operations — servo/hydraulic is preferred.
Define tooling & blank-holder systems: Double-action or cushion systems if needed; define radii, clearance, lubrication system, blank-holder force adjustability.
Consider automation & integration: Feeding system (coil or blanks), part picking/ejection, scrap handling, sensors, quality monitoring.
Plan maintenance & future scalability: Press should allow die changes, modifications for next parts, support from vendor for upgrades or remote diagnostics.
Budget & ROI: Compare capital cost, cycle time, maintenance cost, operator training, downtime risk. A well-specified press can yield superior ROI.
Tooling & process optimization tips
- Keep punch and die radii adequately large (generally 4–10 × sheet thickness for punch radius, 5–10 × for die radius) to reduce tearing/refinement issues.
- Ensure blank-holder force is properly tuned: Too low allows wrinkles; too high chokes flow and increases load.
- Lubrication is often overlooked: Good lubricant reduces friction, improves flow, lowers required tonnage.
- Use simulation (FEM, forming limit diagrams) for complex shapes, especially with anisotropic or high-strength materials.
- Plan for multi-stage draws if the geometry is deep or reduction is high. The extra tooling cost may be offset by yield, quality, fewer rejects.
- Monitor wall‐thickness variation, flange flow, and final part dimensions. Set up quality checkpoints.
Common mistakes to avoid
- Undersizing the press (leading to insufficient force or early fatigue).
- Using a press with too little daylight or bed size (causing tooling access issues).
- Poor design of tooling clearance or radii (leading to wrinkling or tearing).
- Ignoring automation/integration needs (leading to bottlenecks).
- Neglecting maintenance or service support (leading to downtime).
Summary And Conclusion
Deep drawing is a high-value forming process that, when properly executed with the right press equipment and tooling, yields high‐volume, high‐quality, seamless sheet-metal components with excellent material efficiency and repeatability. However, success depends heavily on matching your part design, material, process variables and press equipment accordingly.
If you are considering a deep draw line — or optimizing an existing one — you should:
- Clearly define your part geometry, material, volume and tolerances.
- Calculate the required forming loads and press specifications.
- Choose a press type (mechanical / hydraulic / servo) that fits your application and future growth.
- Work with a press manufacturer that understands deep drawing (like MetalPress Machinery) and can tailor frame, tonnage, stroke, automation, change-over features accordingly.
- Factor in tooling, blank‐holder design, lubrication, automation, service and maintenance up front.
At MetalPress Machinery we offer a full range of hydraulic, servo-hydraulic, mechanical and servo-mechanical presses — with custom bed sizes, added stroke/daylight, automation integration, and remote support. If you’re planning a deep-draw application and want to talk through press specification, tooling options or automation paths, feel free to contact us for a consultation or quote.
Ready to Upgrade Your Manufacturing Line

View our products and presses