
Blog
100 Ton Powder Compaction Servo Press: Testing, Commissioning, and Finalization

The Journy Continues
👉 Read the story of the design and assembly phase of this 100 ton powder compaction servo hydraulic press
Test Program Overview: Scope & Objectives
The test program is designed to validate four core areas:
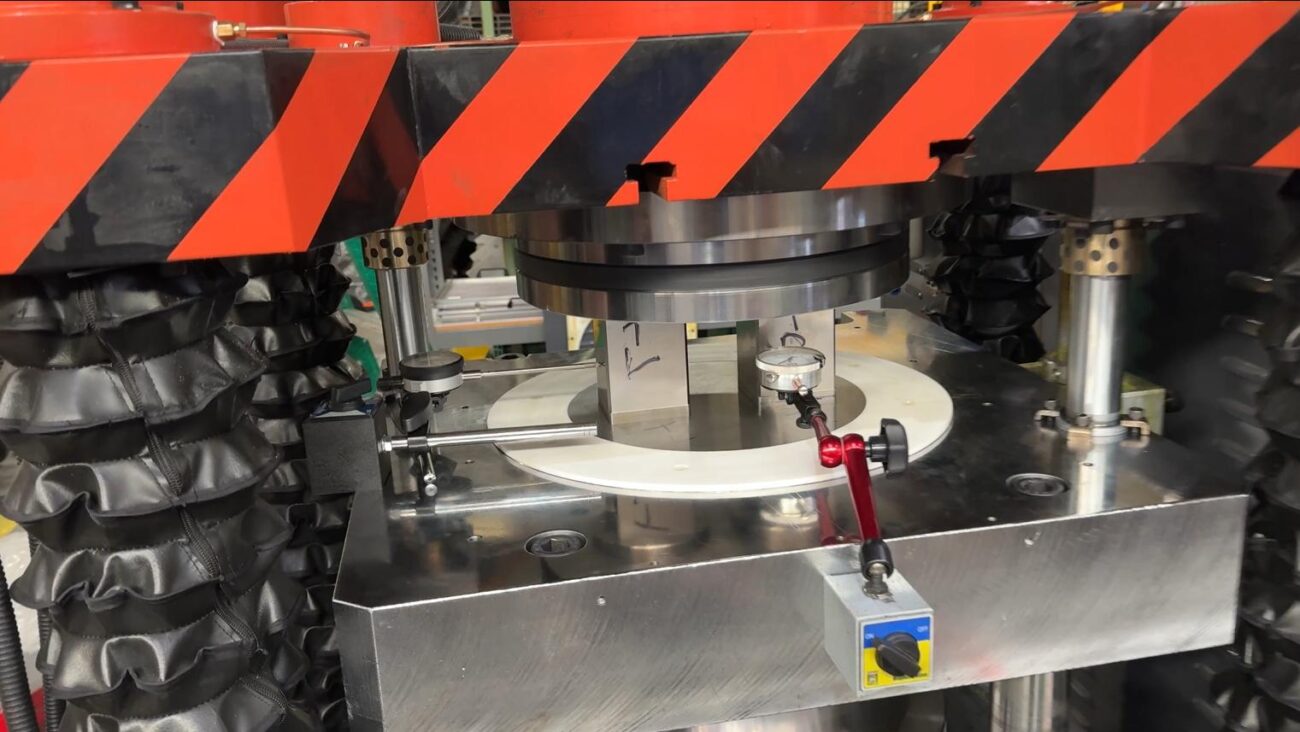
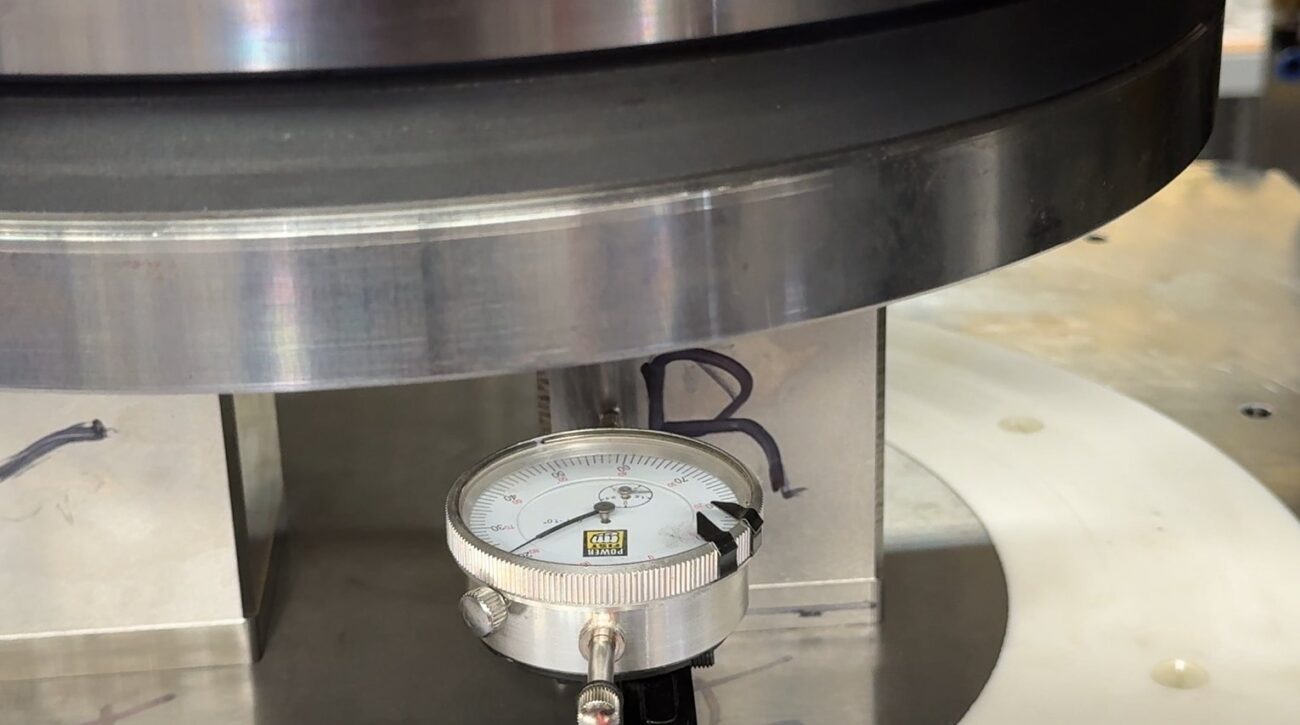
Mechanical integrity and alignment: verify platen parallelism, ram concentricity, and fastener torque retention.
Control and automation: validate PLC logic, HMI recipes, safety interlocks, and robot interfaces.
Process repeatability: run the published compaction repeatability protocol to quantify green density and dimensional variance.
Thermal and endurance behavior: confirm oil temperature control, heat exchanger performance, and stability over extended runs.
Each objective maps to measurable acceptance criteria and deliverables so stakeholders can make data‑driven decisions.

Detailed test protocols and sequence
We execute tests in a defined sequence to minimize rework and ensure traceability. Below is the typical sequence used for the MPC‑SV verification at our facility.
Pre‑test verification
Confirm mechanical torque values and alignment per assembly checklist.
Verify instrumentation calibration certificates are current for load cells, position transducers, and thermocouples.
Load the FAT HMI recipes staged during assembly (not executed yet).
Confirm data logging paths and time synchronization across PLC, data logger, and external sensors.
Dry functional checks (no powder)
Cycle the press through full stroke at low speed to verify motion profiles and limit switches.
Test safety systems: light curtains, interlocks, E‑stop behavior, and guarded access.
Validate robot handshakes and I/O sequences if automation is present.
Instrumentation validation
Apply known calibration weights/forces to the load cell and verify readings.
Move the ram through known displacements and verify position transducer accuracy.
Confirm thermocouple readings against a calibrated reference.
Warm‑up and thermal stabilization
Run 200 empty cycles or until oil temperature stabilizes (ΔT < 2 °C over 30 cycles).
Log oil temperature, ambient conditions, and hydraulic pressures continuously.
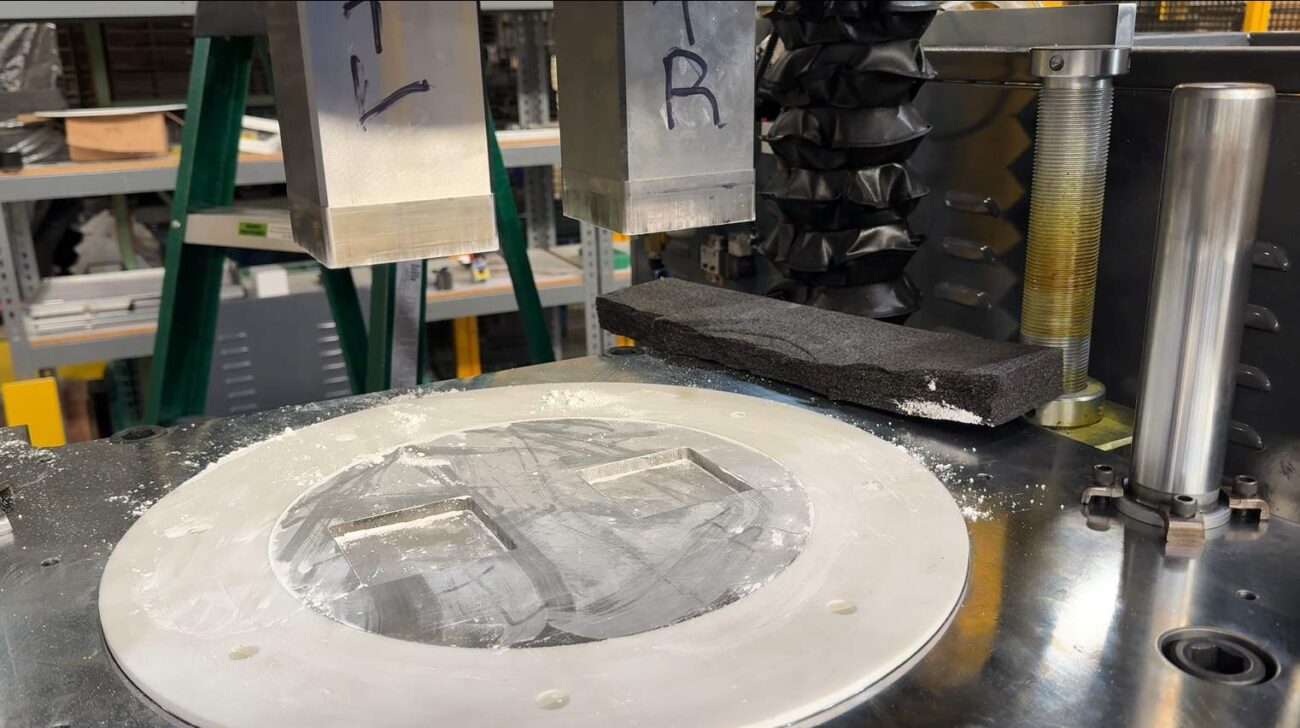
Baseline repeatability run
Produce 100 parts using the customer tooling or representative tooling and the target powder lot.
For each part record: sample_id, cycle_number, timestamp, mass, calculated green density, two critical dimensions, peak force, displacement, oil temp, ambient temp, and notes.
Capture force vs. displacement at ≥1 kHz for every cycle and store raw cycle logs.
Stress matrix
Run 3 × 50‑part stress runs: nominal, −10% force, +10% force.
Run speed sensitivity tests at 75% and 125% nominal speed (50 parts each).
Document any process deviations and correlate with force/displacement signatures.
Endurance and thermal run
Execute an 8‑hour continuous run at nominal cycle rate. Sample parts every 30 minutes (n=10 per sample interval) to quantify drift in density and dimensions.
Monitor oil temperature, hydraulic pressures, and servo drive temperatures.
Final verification and lock
Re‑run a 20‑part verification sequence to confirm no drift after stress and endurance tests.
Freeze HMI recipes and export final recipe files.
Generate calibration certificates and sign the final acceptance checklist.



Data capture, analysis, and acceptance criteria
Robust data capture and transparent analysis are central to Phase Two. We deliver raw logs and summarized analytics so Energy Mineral Company in Quebec can audit results.
Data capture specifics
Cycle signals: force, position, and time at ≥1 kHz.
Part metadata: sample_id, cycle_number, timestamp, operator, powder_lot.
Environmental: oil_temp_C, ambient_temp_C, ambient_rh_pct.
Measurement: mass_g, density_gcc, D1_mm, D2_mm.
Analysis performed
Compute mean and standard deviation for density and dimensions.
Generate X̄ and R control charts and capability indices (Cp, Cpk).
Overlay force vs. displacement curves for baseline and stress runs to visualize process stability.
Trend oil temperature vs. density to quantify thermal sensitivity.
Example acceptance criteria
Density σ ≤ 0.005 g/cc for baseline run.
Peak force variance ≤ ±2% across baseline cycles.
Density drift ≤ 0.01 g/cc over 8 hours with heat exchanger engaged.
No safety or interlock failures during functional checks.
If any criterion is not met, we perform root‑cause analysis (mechanical alignment, sensor calibration, recipe tuning) and re‑test until acceptance is achieved.


Safety, documentation, and traceability
Safety and traceability are enforced throughout Phase Two:
Safety: lockout/tagout procedures, CAT4 light‑curtain verification, emergency stop validation, and operator training for test procedures.
Documentation: signed checklists for each test, calibration certificates, HMI recipe exports, and raw data archives.
Traceability: serialized component records and torque logs accompany the machine so every mechanical and electrical decision is auditable.
These artifacts travel with the machine and form the basis of the commissioning package delivered to the customer.
Deliverables and what the customer receives
At the end of Phase Two we provide a comprehensive handover package. Manuals and instructions are provided as well as training and commissioning support. Our clients are our long-term partners who we accompany 24/7.
👉 Visit our commissioning and training page for more information

Let Us Make Your Next Powder Compaction Press

Weather in the USA. Canada, Mexico or South America you can contact us for more info, quote and consultation through our online forms or direct call and email.
View our Powder Compaction Press
Visit all our pproducts